


Вруће штанцање је важна метода декорације површине металним ефектом, иако штампа златним и сребрним мастилом и вруће штанцање имају сличан декоративни ефекат металног сјаја, али се може постићи јак визуелни ефекат или се то постиже поступком врућег штанцања.
Захваљујући континуираној иновацији опреме за вруће штанцање и пратећих материјала, обогаћујући израз техника врућег штанцања, сада процес врућег штанцања углавном има 7 врста:
1: обично пеглање равног веша
Најчешће вруће штанцање, остављајући белу боју около да би се истакло тело врућег штанцања. У поређењу са другим штанцањем, производни процес је релативно једноставан, а ако број није велики, може се користити штанцање цинком.
Равно штанцање, односи се на равни отисак дате површине, штанцање на равном радном предмету или делу равни радног предмета.
Ова врста штанцања може бити конвексна графика, штанцање на равној површини; такође може бити равна силиконска плоча, штанцање на издигнутој графици.
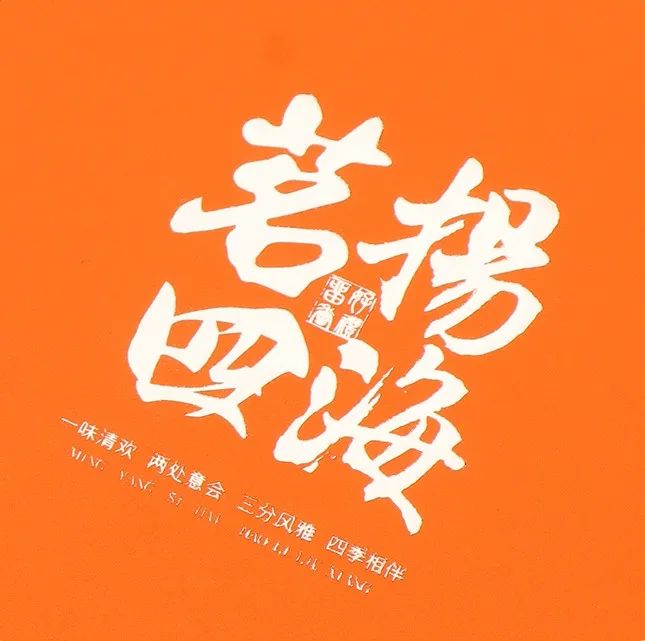
2: пољско анти-бело жигосање
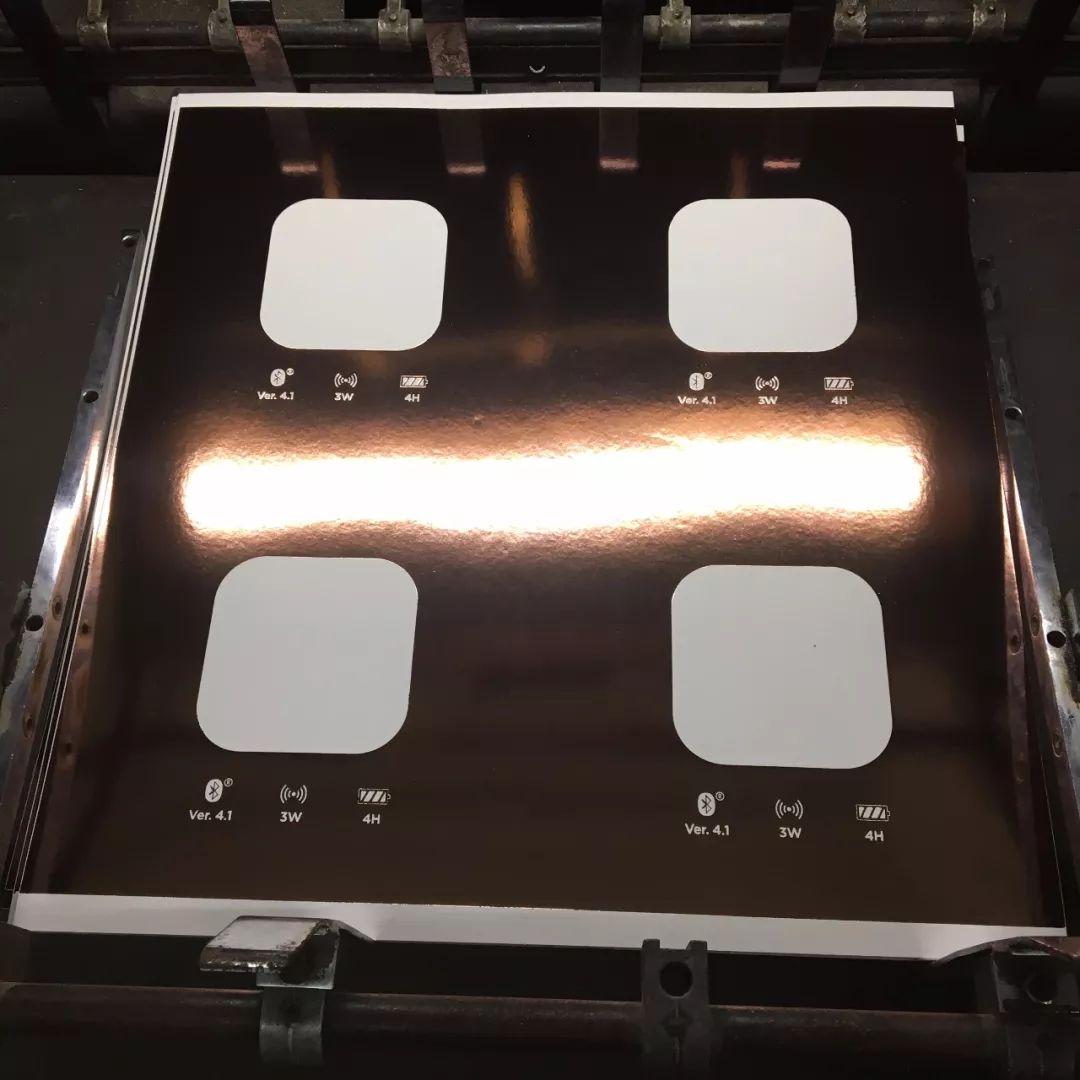
Супротно од методе производње равног пеглања, предметни део је беле боје, а позадински део је део за штанцање. Величина површине за штанцање зависи од потреба дизајна производа. Ако је површина за штанцање већа, потребно је узети у обзир њене перформансе адхезије како би се испунили захтеви процеса.
3: преклапање штанцања
Према потребама слике, како би штампање и утискивање били део паметне комбинације, прво се штампа пре штанцања. Процес производње је висок за регистрацију и захтева прецизно поравнање да би се постигао савршен ефекат.
4: штанцање рефрактивном фолијом
Производња верзије за штанцање, главна слика и позадинска графика различите дебљине или према линији као преграда, формирајући ефекат преламања, наглашавајући графички осећај линијске уметности, обично користећи верзију са ласерским гравирањем.
5: вишеструко штанцање
У истој графичкој области, штанцање се понавља више од два пута, што захтева вишеструке поступке, али такође треба обратити пажњу на то да су две врсте златне фолије компатибилне, како би се спречило да лепљење није чврсто.
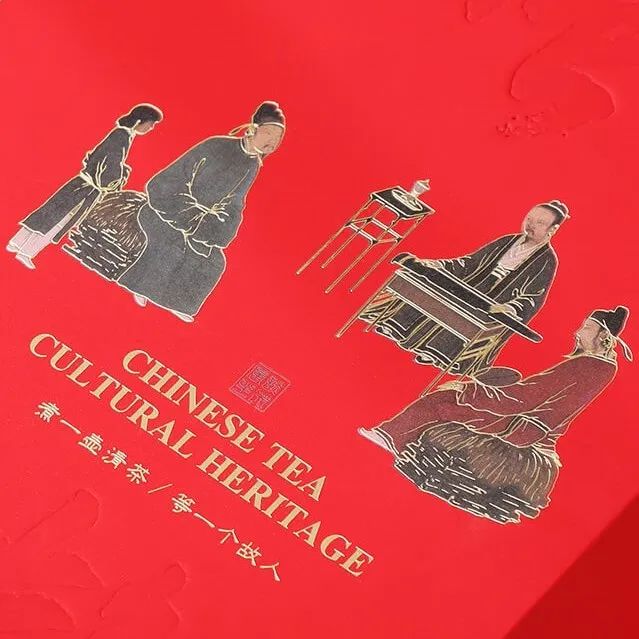
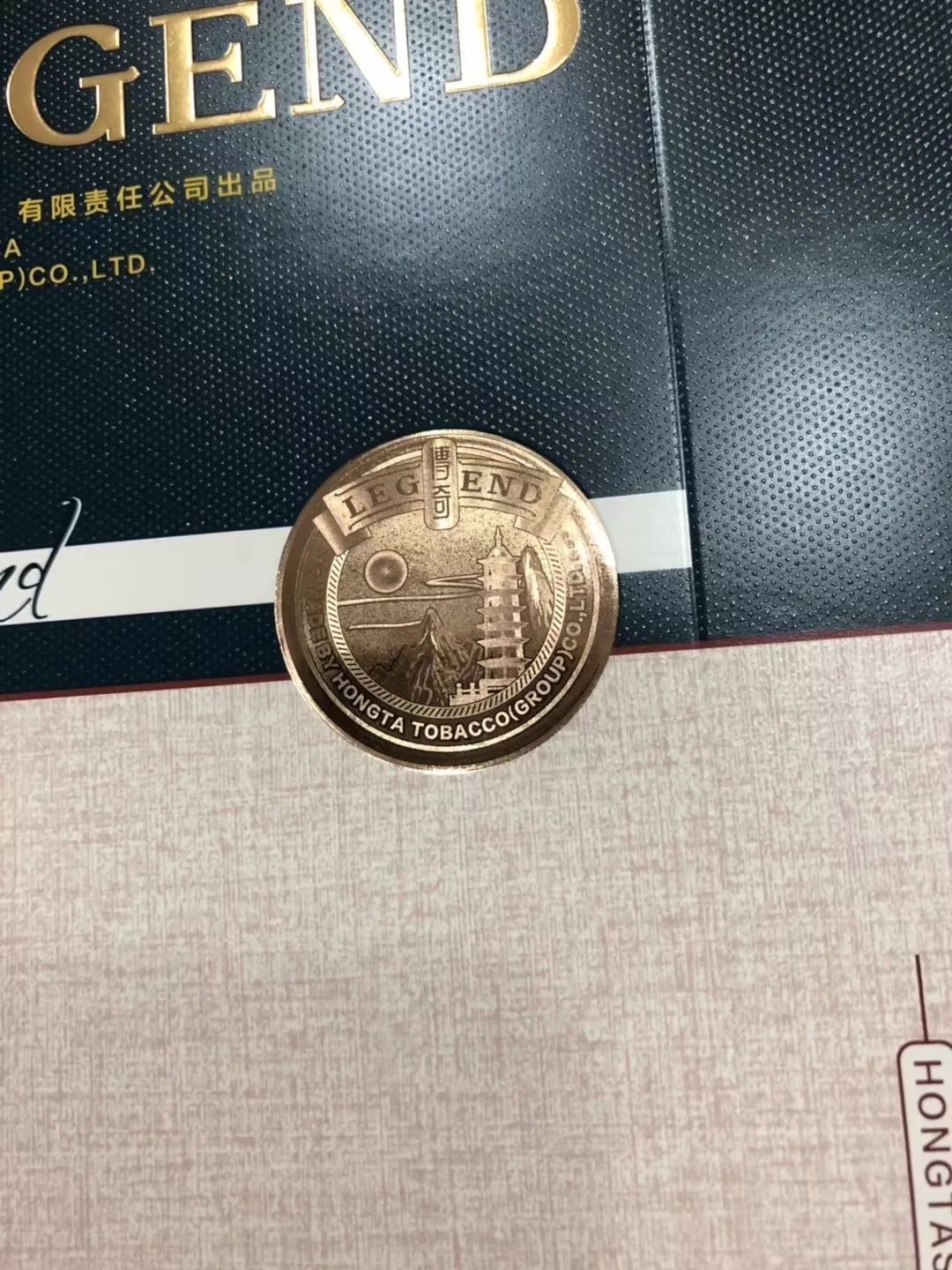
6: рељефно штанцање
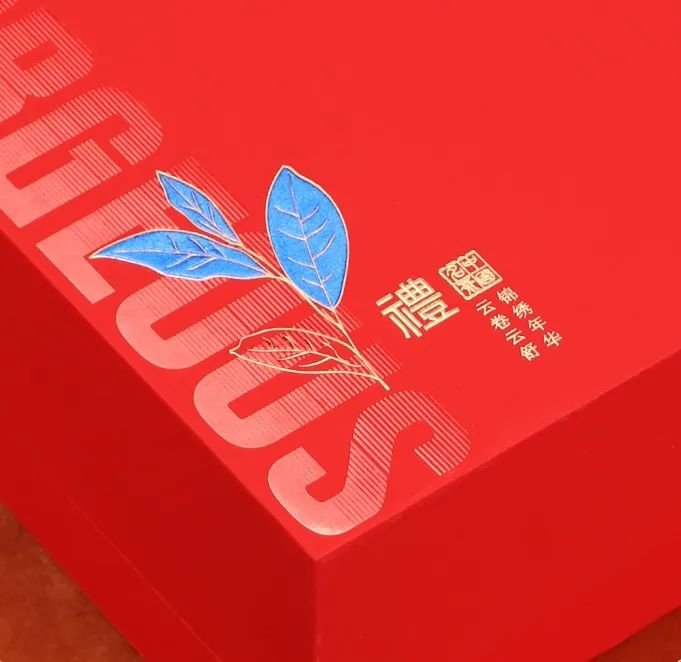
Иста пракса као и код штанцања, а затим и код утискивања, али код утискивања више пажње се посвећује текстури штанцања него ефекту утискивања. Обично се користи верзија са утискивањем, а висина подигнутог елемента мора бити у распону површинског напона златне фолије који може да поднесе различите услове.
Након обраде технологијом рељефног штанцања, производи показују тродимензионални ефекат рељефног узорка, па се прво користи метод штанцања, а затим штанцања, а због високе прецизности и високих захтева за квалитет, погоднија је за употребу технологије врућег штанцања.
Као што можете замислити, дизајнери морају пажљиво размотрити текстуру, тежину, златну фолију и мастило приликом одабира папира или других носећих материјала за тродимензионални процес штанцања фолијом, а поравнање предње и задње стране је кључно.
Истовремено, дебљина папира ће ограничити квалитет и ефекат вашег готовог производа током процеса. На пример, папир који је превише танак или мање чврст може довести до проблема са пуцањем папира.
7: штанцање текстуре са специјалним ефектима

Према креативним потребама, производња специјалних ефеката текстурног штанцања, истичући различите ефекте специјалних механизама.
У практичној примени процеса врућег штанцања, избор металне плоче за штанцање, папира за вруће штанцање, папира и облика изражавања врућег штанцања директно утиче на коначни ефекат врућег штанцања.
Топло штампање се данас широко користи у разним областима штампе и паковања. То је такође једина техника штампе која производи сјајни, метални ефекат који не маже на папиру, пластици, картону и другим штампаним површинама.
Време објаве: 10. фебруар 2023.